La fundición de zamak en máquina de cámara caliente presenta los mínimos costes de proceso.
Ahorro de tiempo de producción: La relativamente baja temperatura de fundición del zamak permite excepcionalmente altas tasas de producción en comparación con otros metales como las aleaciones de aluminio, magnesio o latón.
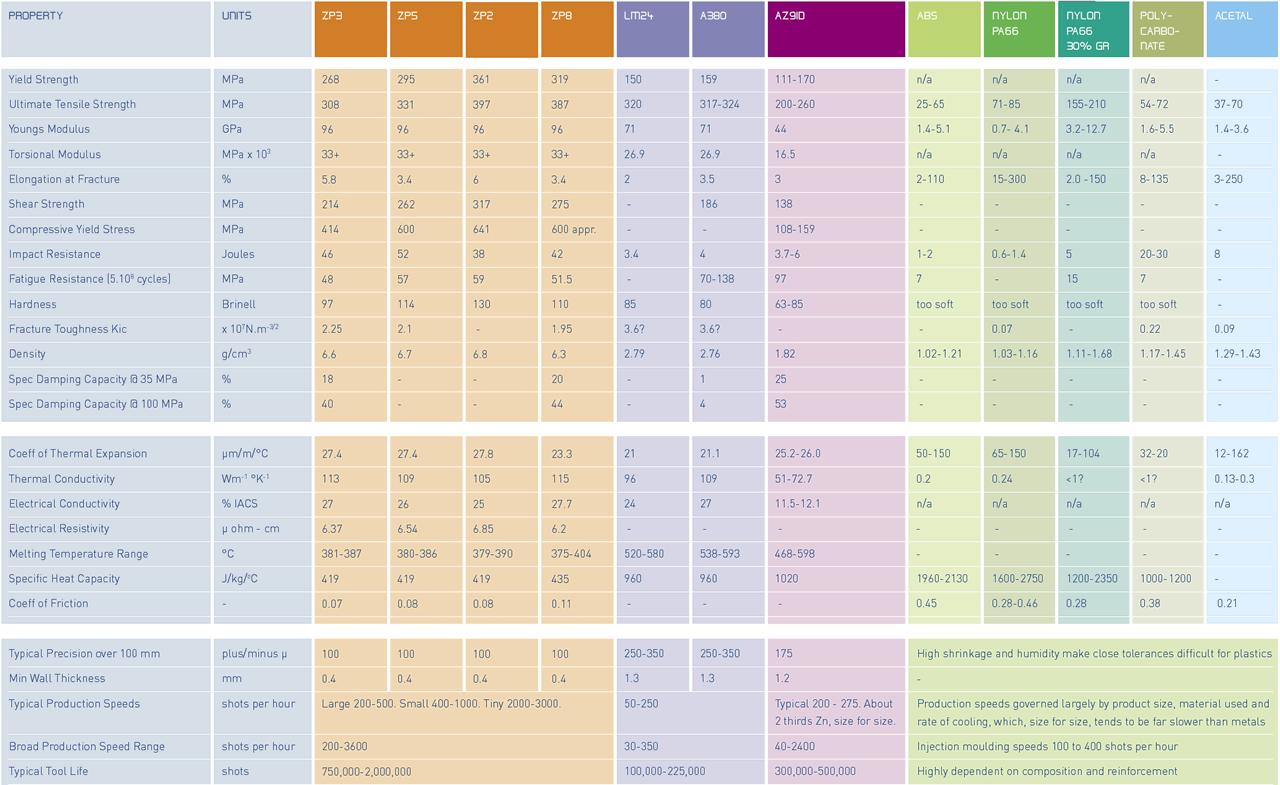
Ahorro de energía: Para el mismo número de piezas del mismo tamaño, el aluminio requiere al menos el 50% más de energía que el zinc, mientras que el magnesio se necesita por lo menos 15% más de energía para fundición que el zinc. Además de los altos requerimientos de energía necesarios para producir el aluminio y el magnesio.
Mínimas operaciones de procesamiento: Un diseño de producto y de molde adecuados, en combinación con la exactitud y la excelente superficie inherentes a las aleaciones de zinc, permiten obtener piezas inyectadas casi terminadas que requieren, en su caso, el mínimo de las etapas posteriores de procesamiento.
Fácil de montar: Si es necesario, la alta ductilidad del cinc permitirá que las piezas se deformen de una manera controlada para lograr una forma final deseada, o el ensamblaje con otro componente adyacente, a través por ejemplo de flexión, moldeo o remachado.
Menor desgaste del molde: Para grandes volúmenes, el zinc permite considerables ahorros de costes, ya que el molde suele durar entre 750.000 y 2 millones de coladas. Aluminio y magnesio pueden alcanzar con dificultad 250.000 y 500.000 ciclos respectivamente.
Seguridad: Los usuarios de piezas de zamak no tendrán que asumir los costes de los problemas relacionados con los riesgos de incendio del magnesio, la comprobación de fugas en el aluminio o la absorción de agua del plástico.
La inyección de zamak es la técnica de producción más rentable para los componentes en 3D gracias a su velocidad de producción y el bajo volumen de desechos producidos.